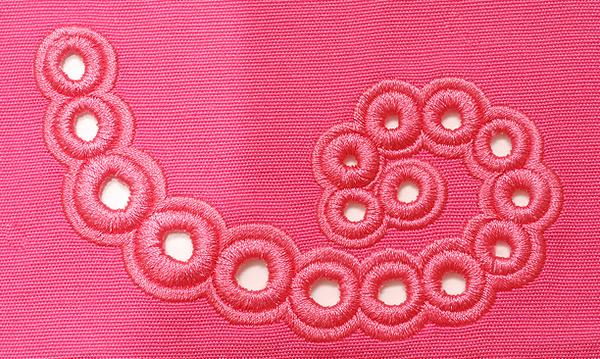







電腦繡花雕孔繡,又稱鏤空繡、打孔繡,是借助電腦繡花機上安裝的雕孔刀或雕孔針等工具,在刺繡面料上進行打孔后進行包邊刺繡的繡花加工工藝,雕孔繡是一種對繡花制版及繡花設備有著較高要求,但繡花展現效果十分精美的現代繡法。

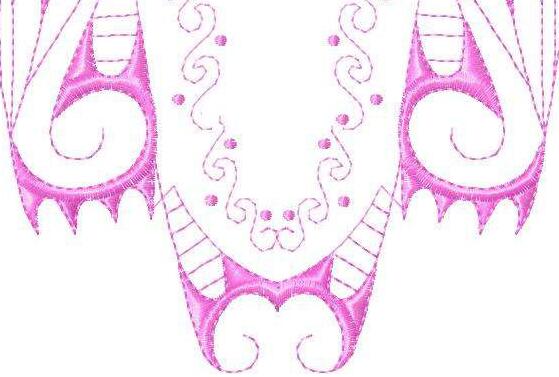
雕孔繡是一種有一定難度、效果十分別致的繡法。用平針走雕孔針跡,針長通常設為0.5mm。它的大特點是在繡制過程中,按花紋需要刺雕出孔洞,并在孔洞里或邊以不同方法繡出多種圖案組合,使繡面上既有灑脫大方的實地花,又有玲瓏美觀的鏤空花,這樣虛實相襯,富有情趣,使繡品顯得高雅、精致、別具一格。

雕孔繡的打法有兩種:如果雕孔針是老式的,不跟繡花針齊平,打版時就需要偏移一下,偏移6cm左右;如果雕孔針是直接安裝在繡花針那個位置,就跟平時打法差不多,即先用一個顏色畫一個小圓圈,然后再用另一個顏色打一個大圓圈,繡的時候先用第一個顏色用雕孔針繡,這樣就會把布繡爛,然后再用平時繡花的那個繡花針去繡大圓圈,這樣就會繡出孔來。
雕孔針工具
雕孔工具分為:雕孔針和雕孔刀

電腦繡花雕孔繡制版:
繡花打版軟件都有雕孔功能制版的,沒有特殊的技法,就像打平針一樣,不過在要雕空的地方要根據面料的厚度多打點針數,把面料打個洞。如果說,繡花機上用的是打孔針,制版和繡花針一樣的,就不要用雕空功能,直接打就可以了。 除正常平繡制版外,接下來用另用一個顏色打雕孔的位置,用單針即可,針步調1.5左右,先在孔的邊緣打一圈,接著孔內走一個米字針。雕孔的位置需要多少針,主要是根據布料的厚薄。布料厚則需要多下幾針,才能扎爛布料。打完雕孔位置后,又用第三個顏色開始打下面的平繡部分。注意在打雕孔的平繡時在雕孔包邊的中間打一條單針,以固定雕孔位置,到此雕孔繡的所有工序都做完了,打完后,調整一下先后刺繡順序就就可使用。


其它:必要時需紙樸,熱熔膜等,加強效果和平整以及立體感等!